For FRP manufacturers, boat builders, and pipe and tank producers, selecting the right composite mold release agent is a decision that directly affects product quality, production cycle time, and long-term mold lifespan. Despite its importance, many purchasing teams overlook release agent selection until problems appear — surface defects, mold sticking, or costly production downtime.
This guide walks through five key factors every composite buyer should evaluate when sourcing a composite mold release agent for industrial production.
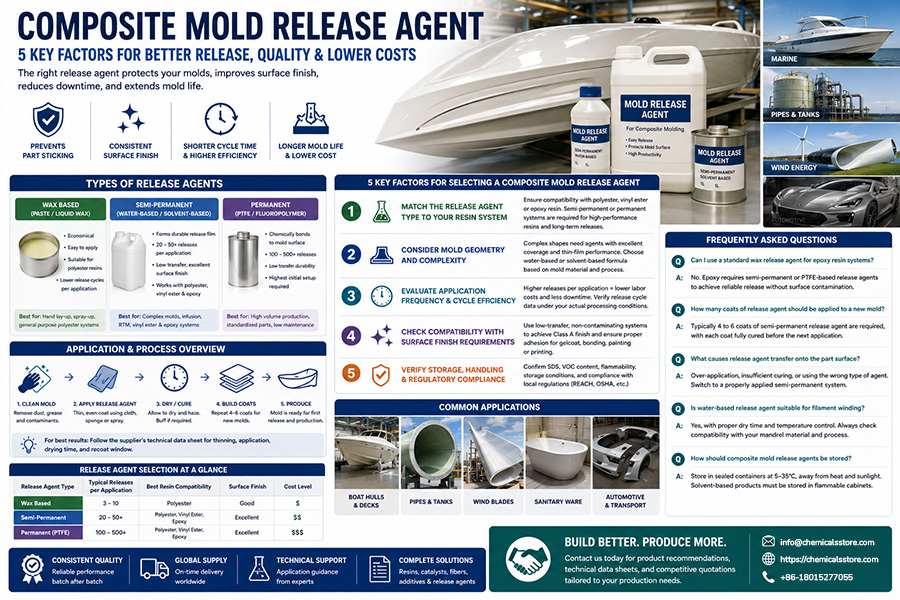
Why the Right Composite Mold Release Agent Matters
A composite mold release agent does more than prevent parts from sticking to the tool. It protects the mold surface, supports consistent surface finish, and reduces the frequency of reapplication — all of which affect your per-unit production cost. Choosing the wrong type can lead to adhesion failure between resin and the mold surface, contamination of the laminate causing delamination or poor gelcoat bonding, and premature mold degradation requiring expensive tooling repairs.
Whether you are running hand lay-up, spray-up, pultrusion, or filament winding lines, the performance of your composite mold release agent must match the specific demands of your process and resin system. Resin type, mold geometry, cure temperature, and production volume all influence the correct product choice.
5 Key Factors for Selecting a Composite Mold Release Agent
1. Match the Release Agent Type to Your Resin System
Not all release agents are compatible with every resin. Unsaturated polyester resin, vinyl ester resin, and epoxy resin each interact differently with mold surfaces and release chemistries. Wax-based release agents are commonly used with standard unsaturated polyester systems in hand lay-up and spray-up processes. For processes using epoxy resin or high-performance vinyl ester systems, semi-permanent or permanent release agent formulations are typically required.
Semi-permanent formulations provide better release cycles per application — some rated at 20 to 50 releases per coat — which significantly reduces reapplication labor in high-volume production. For buyers sourcing resins and associated materials together, our resin product range covers the base materials most commonly paired with industrial composite mold release agent systems.
2. Consider Mold Geometry and Complexity
Flat open molds require minimal film-forming performance from a release agent. Deep-draw molds, complex boat hull geometries, pipe mandrels, or RTM tooling place far greater demands on the release film. For complex geometries, water-based semi-permanent release agents with excellent coverage and thin-film performance are preferable. Solvent-based formulations offer better penetration on porous mold surfaces but require careful handling due to VOC content and adequate ventilation.
3. Evaluate Application Frequency and Cycle Efficiency
One of the most practical factors for high-volume FRP factories is how many parts can be released per application of a composite mold release agent. Frequent reapplication increases labor cost and disrupts production flow. Semi-permanent release systems applied correctly to a well-prepared mold can deliver dozens of clean releases before reapplication is needed. Permanent release coatings bond chemically to the mold surface and can support hundreds of release cycles — making them highly cost-effective for standardized production runs.
When sourcing a composite mold release agent at volume, always confirm the manufacturer’s release cycle data under your specific processing conditions, including cure temperatures, demold times, and resin reactivity levels. Cycle efficiency data should come from technical datasheets, not only from sales claims.
4. Check Compatibility with Surface Finish Requirements
Many applications — particularly in the marine industry and automotive components sector — demand Class A surface finish. The composite mold release agent must not transfer onto the part surface or interfere with gelcoat adhesion. Wax residue buildup is a common cause of inter-coat adhesion failure in gelcoat systems. If your products require secondary bonding, painting, or printing after molding, verify that the release agent leaves no transferable residue.
Semi-permanent systems are generally preferred for finish-critical applications, as they cure to a hard, non-transferable film on the mold face. For relevant quality control benchmarks, refer to ISO 2808 on coating film thickness measurement, widely referenced by FRP manufacturers managing mold surface quality standards. You can also review our composite materials product range for compatible gelcoat and surface finish materials.
5. Verify Storage, Handling, and Regulatory Compliance
Industrial composite mold release agent products vary considerably in flammability, toxicity, and storage requirements. Solvent-based products typically have lower flash points and require dedicated storage in compliance with local chemical handling regulations. Water-based formulations are increasingly preferred by composite factories seeking to reduce VOC emissions and improve workshop safety. When sourcing for export or operating in regulated markets such as the EU or North America, always request Safety Data Sheets and confirm compliance status before committing to a supply arrangement.
Frequently Asked Questions
Can I use a standard wax release agent for epoxy resin systems?
Standard carnauba wax or paste wax release agents are generally not recommended for epoxy resin systems. Epoxy resins require semi-permanent or PTFE-based release chemistries to achieve reliable release without surface contamination. Using an incompatible wax-type agent with epoxy frequently results in bond failure and surface defects on finished parts.
How many coats of release agent should be applied to a new mold?
A new mold typically requires 4 to 6 coats of a semi-permanent composite mold release agent applied in sequence, with each coat fully cured before the next application. This process, sometimes called “seasoning” the mold, builds up a stable release film that supports multiple part releases and protects the mold surface long-term.
What causes release agent transfer onto the part surface?
Transfer contamination is most commonly caused by over-application, insufficient curing between coats, or using a wax-type agent in high-temperature or high-pressure processes. Switching to a properly applied semi-permanent system resolves most transfer contamination issues in FRP production.
Is water-based release agent suitable for filament winding applications?
Water-based release agents can be used in filament winding, particularly for cylindrical mandrel applications, provided the mold surface temperature is controlled and the agent is allowed adequate dry time before winding begins. Always consult the supplier technical datasheet for mandrel material compatibility before scaling to production volumes.
How should composite mold release agents be stored?
Most composite mold release agent products should be stored in sealed containers at 5–35°C, away from direct sunlight and ignition sources. Solvent-based products require storage in flammables-rated cabinets. Always follow the SDS guidelines specific to the product in use and ensure storage conditions comply with local chemical safety regulations.
Ready to Source a Composite Mold Release Agent?
Matching your production process to the right composite mold release agent requires understanding both the chemistry and the operational context of your facility. Resin type, mold complexity, desired release cycles, surface finish requirements, and regulatory environment all influence which product fits your operation.
Our team works with FRP manufacturers, boat builders, and pipe and tank producers across key composite markets. If you are evaluating release agent options for your next project or looking to optimize your current process, contact us for sourcing consultation and product matching based on your specific application requirements. We provide supply chain resource support for a wide range of release agent and composite material solutions.